미터나사 탭 가공을 준비할 때, 가장 중요한 단계 중 하나는 기초 홀 크기를 올바르게 설정하는 것입니다. 적절한 기초 홀 크기는 탭의 수명을 연장하고, 나사의 강도와 품질을 유지하며, 작업의 효율성을 높여줍니다. 이번 블로그에서는 미터나사 탭 가공을 위해 기초 홀 크기를 결정하는 방법과 고려해야 할 중요한 사항들에 대해 알아보겠습니다.
미터나사 탭 기초 홀 크기 결정 방법
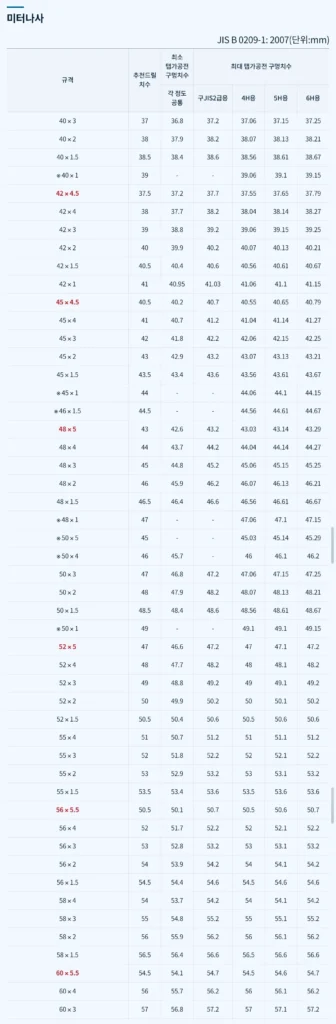
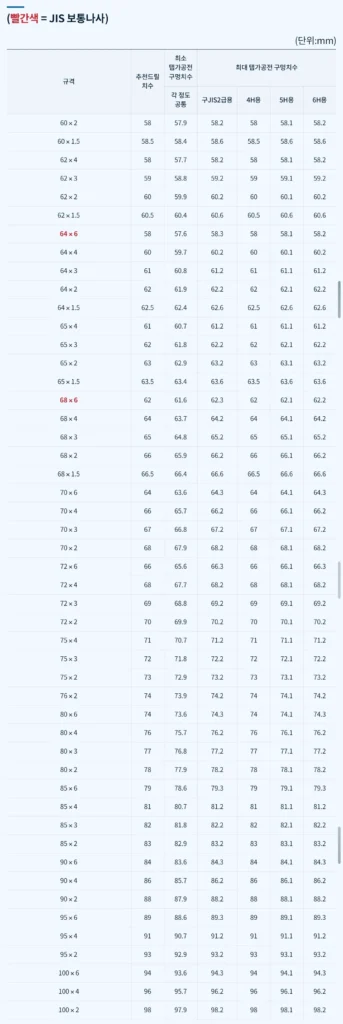
1.1 미터나사 탭 규격표 활용
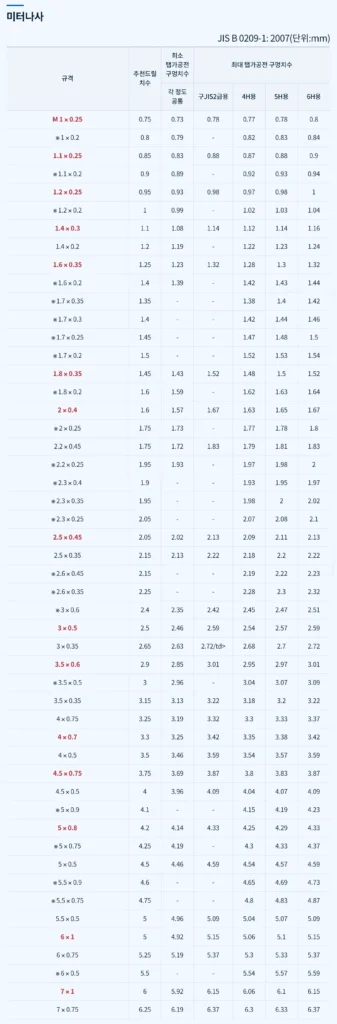
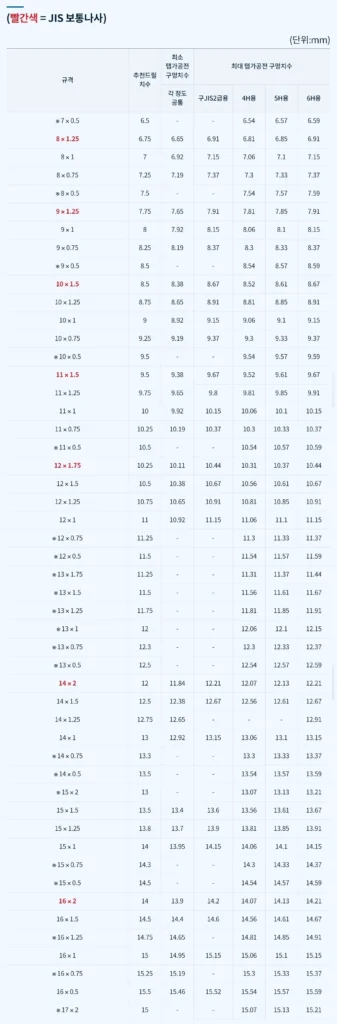
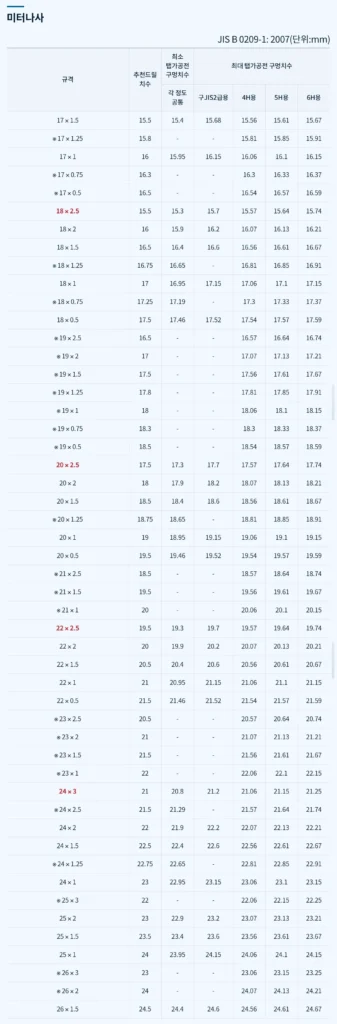
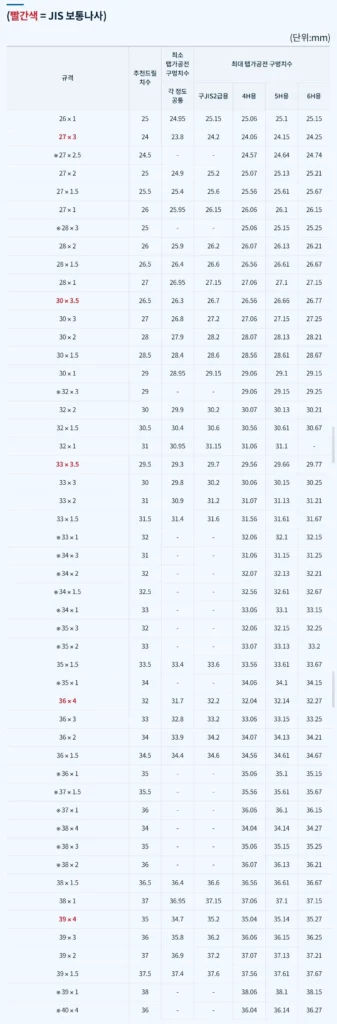
가장 확실하고 간단한 방법은 나사 규격별로 권장되는 드릴 치수를 제공하는 규격표를 사용하는 것입니다.
규격표는 다양한 나사 규격에 맞는 기초 홀 크기를 명확하게 제시하므로, 이를 참고하면 신뢰할 수 있는 결과를 얻을 수 있습니다.
1.2 계산식 사용
규격표를 사용할 수 없는 경우나 대략적인 기초 홀 크기를 알고 싶을 때는 간단한 계산식을 사용할 수 있습니다. 이 계산식은 다음과 같습니다:
- 미터나사 탭 기초 홀 직경 = 나사 직경 – 피치
예를 들어, M6 나사의 피치가 1.0mm인 경우, 기초 홀 직경은 약 5.0mm가 됩니다.
미터나사 탭 가공 기초 홀 크기 예시
아래 표는 일반적으로 사용되는 미터나사 규격에 대한 기초 홀 크기를 보여줍니다. 이 표를 통해 필요한 기초 홀 크기를 쉽게 확인할 수 있습니다.
| 나사 규격 | 피치 | 정밀(100%) | 일반(90%) | 헐거움(85%) |
|---|---|---|---|---|
| M3 | 0.5 | 2.46 | 2.51 | 2.54 |
| M4 | 0.7 | 3.24 | 3.32 | 3.36 |
| M5 | 0.8 | 4.13 | 4.22 | 4.26 |
| M6 | 1.0 | 4.92 | 5.03 | 5.08 |
| M8 | 1.25 | 6.65 | 6.78 | 6.85 |
| M10 | 1.5 | 8.38 | 8.54 | 8.62 |
- 정밀(100%): 높은 정밀도를 요구하는 작업에 적합한 기초 홀 크기.
- 일반(90%): 일상적인 일반적인 나사 가공 작업에 적합.
- 헐거움(85%): 비교적 헐거운 체결을 필요로 할 때 사용.
소재별 기초 홀 크기 조정 방법
각 소재의 특성에 따라 기초 홀 크기를 약간 조정하는 것이 필요합니다. 아래는 몇 가지 대표적인 소재에 대한 기초 홀 크기 조정 방법입니다.
3.1 일반 강철(스틸)
일반 강철은 대부분의 기계 가공에서 사용되며, 표준 기초 홀 크기를 사용합니다. 나사 직경에서 피치를 뺀 값을 기준으로 계산하면 됩니다.
3.2 스테인리스 스틸(SUS)
스테인리스 스틸은 일반 강철보다 강도가 높고 절삭 저항이 크기 때문에, 탭이 부러지지 않도록 일반 강철보다 약간 큰 기초 홀을 사용하는 것이 좋습니다.
3.3 알루미늄
알루미늄은 연성이 높아 나사산 형성이 용이합니다. 따라서 일반 강철보다 약간 작은 기초 홀을 사용하여 나사산의 품질을 높일 수 있습니다.
3.4 주철
주철은 취성이 있어 나사산 형성 시 주의가 필요합니다. 일반 강철과 비슷하거나 약간 큰 기초 홀을 사용하는 것이 좋습니다.
3.5 플라스틱
플라스틱은 탄성이 있어 나사산이 잘 형성되므로, 일반 강철보다 작은 기초 홀을 사용하여 나사산의 밀착성을 높일 수 있습니다.
미터나사 탭 기초 홀 크기 결정 시 주의사항
- 정밀도 선택: 작업의 정밀도 요구에 따라 기초 홀 크기를 선택하세요. 높은 정밀도를 요구하는 경우, 작은 기초 홀 크기를 선택하는 것이 좋습니다.
- 소재 경도와 윤활 조건: 소재의 경도와 윤활 조건에 따라 기초 홀 크기를 조정하세요. 경도가 높은 소재는 큰 기초 홀을, 윤활성이 높은 소재는 작은 기초 홀을 선택할 수 있습니다.
- 온도 변화 고려: 열팽창 계수가 큰 소재는 온도 변화에 따른 치수 변화를 고려해야 합니다.
- 시험 가공: 중요한 작업에서는 시험 가공을 통해 최적의 기초 홀 크기를 확인하는 것이 좋습니다.
적절한 기초 홀 크기를 선택하는 것은 탭 가공의 성공과 나사산의 품질을 보장하는 핵심 요소입니다.
규격표와 계산식을 적절히 활용하고, 소재 특성을 고려하여 최적의 기초 홀 크기를 설정함으로써 높은 품질의 가공 결과를 얻을 수 있습니다.
항상 최신 정보를 참고하고, 필요시 전문가의 조언을 구하는 것이 중요합니다.